锁模力又称合模力,是指注塑机的合模机构对模具合模后所能施加的最大夹紧力。当原料以高压注入模穴内时会产生一个撑模的力量,因此注塑机的锁模单元必须提供足够的“锁模力”使模具不至于被熔融料撑开。
当熔体充满型腔时,注射压力在型腔内所产生的作用力总是力图使模具沿分型面胀开,为此,注射机的锁模力必须大于型腔内熔体压力与塑料制品及浇注及浇注系统在分型面上的投影面积之和的乘积。
在注塑机的标准规, 格型号(GB/T 12783-91)标注中,分子数值是注塑机的理论注射量(g或cm3),分母数值就是合模力(kN)。
塑料注射成型制品所需合模力(即不被熔融料胀开的锁模力)的计箅公式为: F≥apA
式中:F——合模力,kN;
a——安全系数,一般取。=1-1.2;
p——模腔压力,MPa;
A——制品在分型面上的投影面积,cm2。
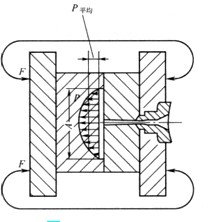
模腔压力大小与注射压力、熔融料的黏度、原料塑化温度、制品形状、模具结构和冷却温度等条件有关,所以很难准确计算。这里取模具腔的平均压力(即模具腔内总作用力与制品投影面积的比值,是个实验数据)来计算注塑机的合模力: F≥aP平均A。
需要注意的是:锁模力不足,制品产生飞边或不能成型,而如果锁模力过大,造成系统资源的浪费,并且会使液压系统元件在高压下长时间工作,可能过早老化,机械结构过快磨损。


